|
|
|
|
|
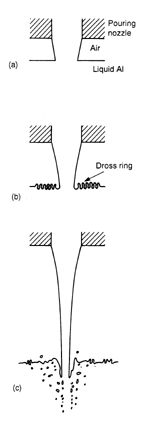
Home > Tips and Facts > 10 Rules for Good Casting > Rule 2 Rule 2. Avoid Liquid Front DamageThis is the requirement that the liquid metal front (the meniscus) should not go too fast. Maximum meniscus velocity is about 0.5 m/s. (This maximum velocity may be raised to 1 m/s in sections only a few mm thick.) However, surface turbulence damage can be avoided even at higher speeds if the casting filling system is sufficiently narrow to constrain the meniscus, not allowing room for splashing or droplet formation. The scematics below show the effect of increasing height on a falling stream of liquid, illustrating: (a) the oxide film remaining intact; (b) the oxide film being detached and accumulating to form a dross ring; (c) the oxide film and air being entrained in the bulk melt.
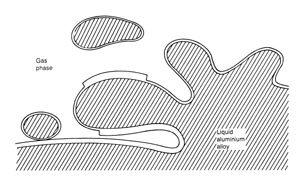
The schematic view of a splash of molten aluminum shows the formation of a folded (double) film that might consist of thick old film, or new thin film, or both, all likely to occlude air in the folds.
Next: Rule 3. Avoid Arrest of the Liquid Front >>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs |
ISO Certificate
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|