|
|
|
|
|
Home > Tips and Facts > Machinability of Gray Cast Iron > Results Machinability of Gray Cast Iron - Results and Discussion
Machinability evaluationThe average volume removed of material for 6.5 mils of tool wear and the average linear wear slopes are listed in Table 2. For each material, the average and standard deviation for three tools at each speed is presented. The slopes for the upper speeds evaluated were quite steep which can lead to exaggeration of the differences in wear rates between tools that are actually wearing at approximately the same rate. For this reason, the remainder of this paper will focus on the average volume of material removed at 6.5 mils of wear because this measurement is less prone to error. A higher volume of material removed at 6.5 mils of wear is an indication of better machinability. A graph of the volume removed at 6.5 mils of wear versus turning speed is illustrated in Figure 4 with error bars representing + one standard deviation in the measurements. The volume removed decreased with increased turning rates and converged at the speeds greater than about 650 sfm. There was no statistically significant difference in tool life as a function of either speed or material above this speed. Higher cutting speeds produced heat at the tool tip at a higher rate and thermal effects reduced the machinability and overwhelmed any differences in the irons. Table 2: Machinability Results from Experimental Gray Irons
Analysis showed a statistically significant difference in the machinability in the three irons at the 95 % confidence level at 650 sfm. The highest volume removed was found in the iron designated G2 with an average volume removed of 6.4 in 3 followed by G1 with an average of 4.5 in3 and finally G3 with an average of 1.7 in 3.
Mechanical property evaluationThere was little variation in the strength and hardness of the irons as illustrated in Table 3. The tensile strength in the iron ranged from about 35 to 38 ksi. No correlation between the tool wear rate and the tensile strength was found. The Brinell hardness ranged from 210 in iron G2 to 214 and 215 in irons G1 and G3, respectively. The pearlite microhardness mirrored the Brinell hardness. The pearlite microhardness was lowest in sample G2 at 353 VHN and about the 363 and 365 in the G1 and G3 irons. There was no statistically significant difference in the Brinell or pearlite microhardness of the three irons. Table 3. Mechanical Property Results from Experimental Gray Irons
Chemistry evaluationA number of different parameters can be used to describe the amount and distribution of carbon in iron. These include the carbon equivalent, the weight percent carbon, the weight percent free carbon, and the weight percent combined carbon. A summary of the carbon equivalent, total carbon, the weight percent free carbon and the weight percent combined carbon is presented in Table 4. The weight percent total carbon and combined carbon were measured and the free carbon was obtained by taking the difference between the two. There was some variation in the carbon equivalent and carbons in the three irons investigated. The range in carbon equivalent was 0.17% and carbon varied by a total of 0.08%. The carbon equivalent was lowest in the iron G2 at 3.77% followed by 3.80% in iron G3 and was highest at 3.87% in iron G1. The carbon concentration followed the ranking of the carbon equivalent with the lowest amount of carbon in G2 at 3.18%, closely followed by G3 at 3.19% and the highest in G1 at 3.26%. No correlation between carbon equivalent or carbon concentration and the volume of metal removed at 6.5 mils of wear with a turning speed of 650 sfm was found. The distribution of the carbon varied significantly between the three irons. The amount of free carbon was the lowest in iron G3 at 2.51 wt% while the combined carbon was highest at 0.68%. Intermediate free carbon and combined carbon concentrations were found in iron G1 at 2.62% and 0.64%, respectively. The highest free carbon concentration was found in iron G2 at 2.89%. This iron also had the lowest concentration of combined carbon with a value of only 0.29%. Table 4: Carbon Equivalent, Carbon, Free Carbon and Combined Carbon in Experimental Gray Irons
Higher volumes of metal removed correlated with higher free carbons and lower combined carbons as illustrated in Figures 5 and 6. A strong correlation was found between the volume removed and the free carbon with a p value of 0.0012 and an R2 statistic of about 80% for a linear fit. The results were slightly weaker for the correlation between the combined carbon and the volume removed which had a p value of 0.0075 and R2 of about 66% for a linear fit. These results indicate that the form that the carbon takes in the iron can affect machinability.
Statistical analysis was also performed on the other elements that varied between the three irons and these elements included silicon, manganese, copper and tin. The silicon concentration varied from 2.29 to 2.33 wt. % while the copper concentration varied from 0.04 to 0.06 wt. %. Neither element showed a significant correlation with the wear rates in the irons. Statistically significant correlations of higher wear rates with higher manganese and tin concentrations were found in the irons as illustrated in Figures 7 and 8. The manganese ranged from 0.36 to 0.7 wt. % and the p value was 0.0133 and the R2 concentration was 60% for a linear fit. The p value for the tin was 0.0163 and the R2 statistic was 59% with a range of 0.01 to 0.045 wt %.
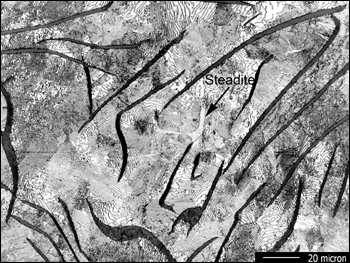
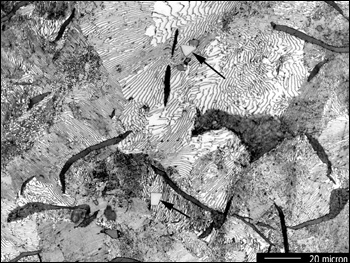
Microstructural characterizationThe microstructure of the samples consisted primarily of Type A graphite in a fully pearlitic matrix. Occasional small areas of type D graphite and extremely low steadite concentrations were also found in the irons. Iron G2 had a few areas with trace ferrite, and this iron was the most machinable iron of the three. Representative images of the samples are shown in Figures 9 through 11.
Eutectic cell measurement results are presented in Table 5. There was no statistically significant variation in the cell count or size between the three irons. The average cell count was between 7.1 and 8.1/mm2 and the average cell size ranged from 0.31 to 0.34 mm. Table 5. Eutectic Cell Count and Size Measurements in Experimental Gray Irons
The results of the quantitative measurements of the graphite structure in the three irons are summarized in Table 6. The range in the graphite results was limited although significant differences were found between the highest and lowest values in all the measurements. The iron designated G1 had the highest volume percent graphite at 8.6% followed by G3 at 7.9% and then G2 at 7.6%. No correlation between the volume percent graphite in these irons and the wear rate of the tools was found. The ratio in the surface area of graphite to the volume of material (SV) was 108.7 1/mm in sample G1, 89.3 1/mm in sample G2, and 96.6 1/mm in sample G3. At the same volume percent graphite, a lower SV would be expected for an iron that was primarily type A with large regularly shaped flakes while smaller or more irregularly shaped flakes would result in a higher SV value. No correlation between machinability and graphite SV was seen in the irons. Mean graphite spacing ranged from 34.4 µm in the iron G1 to 42.6 µm in iron G2. Iron G3 had an intermediate value of 42.6 µm. Mean flake thickness only ranged from 3.2 to 3.5 µm. The machinability values did not correlate at a statistically significant level with either the mean graphite spacing or the flake thickness. Table 6. Graphite Shape and Distribution Data in Experimental Gray Irons
Only two types of hard particles were found in the irons and these included steadite and an alloy particle that was most likely a carbide. A representative optical microscope image of the steadite is illustrated in Figure 12. A representative optical microscope image of an alloy carbide is illustrated in Figures 13. They appeared pale orange in color and typically had a blocky shape. An EDS spectrum from one of the alloy carbides is shown in Figure 14. The inclusions were rich in zirconium with lesser amounts of titanium also detected. Conclusive identification of the particles as a carbide was not possible because EDS is insensitive to carbon. The zirconium in the irons may have originated from the inoculant as the irons were inoculated with a proprietary alloy that containing zirconium.
The number density and volume percent of inclusions in the irons is summarized in Table 7. In all three irons, the concentration of hard inclusions was extremely low and would be rated at the “trace” concentration or less by simple visual rating. However, careful measurement revealed that there were significant differences in the hard particle concentrations. In all the irons, number density of the alloy carbides was higher than the number density of steadite but the volume percent of steadite was higher than the volume percent of alloy carbides. The total of the number density and volume percent of all the hard particles was calculated and is summarized in Table 7. Statistical analysis showed a significant difference in the inclusion concentrations in the irons at the 95% confidence level. The highest hard particle content as measured by both number density and volume percent was found in iron G3 with a number density of 72/mm2 and a volume percent of 0.245%. Iron G1 had the next highest inclusion concentration with a number density of 56/mm2 and a volume percent of 0.169%. The lowest concentration of hard particles was found in iron G2 with a number density of 11/mm2 and a volume percent was 0.029%. A strong correlation between machinability and the number density and volume percent of hard particles in the casting was found. The volume of material that could be removed before 6.5 mils of wear decreased with increasing hard inclusion concentrations as illustrated in Figures 15 and 16. For the correlation between volume removed and the number density of hard particles, the p value was 0.0016 and the R2 statistic was 78%. The correlation was even stronger with the volume percent of hard inclusions as the p value was 0.0006 and the R2 statistic increased to 83%. These results indicate that changes in the concentration of hard inclusions in the irons can lead to reductions in machinability even at very low total concentrations. Table 7. Number Density and Volume Percent of Hard Inclusions in Experimental Gray Irons
The inclusion data is consistent with the free carbon/combined carbon data as illustrated in Figure 17. The combined carbon concentration and the volume percent of hard particles increased together. This data may explain some unexpected results in the pearlite microhardness. Typically, higher combined carbon concentrations are associated with higher pearlite microhardness in cast irons. However, in these irons, even with a significant variation in the combined carbon content, no differences in the pearlite microhardness was detected. It seems probable that some of the differences in the combined carbon concentrations between the irons may be accounted for by increasing hard inclusion counts as the bulk of these hard inclusions are carbides in the form of titanium carbo-nitrides, complex alloy carbides and steadite.
Next: Summary and Conclusions >>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||